热烈祝贺60tLF钢包精炼炉升级改造方案研讨会顺利召开
60tLF钢包精炼炉升级改造方案研讨会于2021年3月30日下午15:30分在公司会议室顺利召开。该项目为河南济源钢铁(集团)有限公司第二炼钢厂60tLF钢包精炼炉升级改造工程,工期紧,任务重。在本次会议上,公司杨总工程师就项目升级改造范围、布置方案、技术难点做了详细介绍,对工期进度做了整体规划。项目组的工程师们对初步设计方案进行了讨论,提出了许多合理化建议。
此次会议的顺利召开,为项目的顺利实施奠定了基础,标志着该项目的设计工作已全面展开。
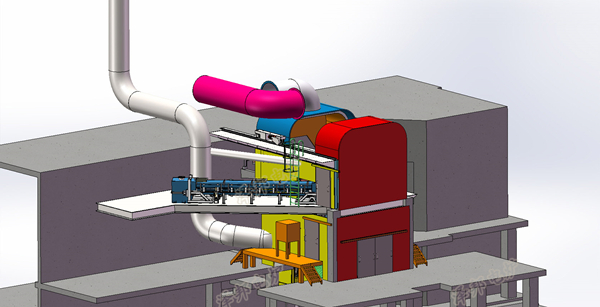
60tLF钢包精炼炉总体效果图
附:项目概况
河南济源钢铁(集团)有限公司第二炼钢厂3#60tLF钢包炉始建于2005年,液压系统故障率高,电极调节器比较落后,弧流不稳定,工作点调整不准确,造成升温速度慢,电极消耗较大,耐火材料损蚀不均。随着生产节奏不断加快,3#60tLF钢包精炼炉电极调节器已不能满足生产要要,需要升级改造。
升级改造范围:
1. 需要增加以下电气设备:
1)12500kVA钢包精炼炉变压器 1台(替换原有8000kVA变压器)
2)电极调节器柜 1台
3)主操作台 1台
4)弧压检测箱 1台
5)弧流检测系统(含罗氏线圈及积分器3套) 1台
6)HMI监控计算机 1台
7)电极调节器软件 1套
2. 需要更换以下液压设备:
1)电极升降比例阀 1套(共4只,3用1备)
2)电极升降液控单相阀 1套(共3只,每相电极1只)
3)液压循环泵 1套
3. 需要更换以下机械设备:
1)短网 1套;
2)导电横臂 1套;
3)在线喂丝机 1台;
4. 施工、调试及技术培训:
1)液压系统调试;
2)弧流、弧压采集箱安装及信号电缆敷设;
3)电极升降比例阀、液控单相阀安装及调试;
4)电极调节器调试;
5)技术培训(调节器控制原理,程序调试;LF电气自动化、液压系统维修)
升级改造后LF参数表
|
序号
|
名称
|
数值
|
备注
|
|
1
|
额定容量
|
60t
|
|
|
|
平均钢水量
|
60t
|
|
|
2
|
钢包
|
|
|
|
|
自由空间高度
|
593mm
|
50t钢水
|
|
|
熔池直径
|
2311mm
|
|
3
|
电极升降装置
|
|
|
|
|
电极直径
|
Φ350 mm
|
UHP
|
|
|
电极分布园
|
Φ590 mm
|
|
|
|
电极.大行程
|
2200 mm
|
|
|
|
电极升降速度
|
|
|
|
|
自动
|
4.8/3.6 m/min
|
上升/下降
|
|
|
手动
|
6.0/4.8 m/min
|
上升/下降
|
|
|
紧急提升响应时间
|
100 ms
|
|
|
4
|
变压器
|
|
|
|
|
额定容量
|
12500kVA
|
|
|
|
一次电压
|
35kV
|
|
|
|
二次电压
|
270~250~170V
|
9级有载电动调压
|
|
|
二次电流
|
28868A
|
|
|
5
|
短网
|
|
|
|
|
阻抗..值
|
0.40+j2.1mΩ
|
|
|
|
三相阻抗不平衡
|
<4%
|
|
|
|
钢液升温速度
|
≥5℃/min
|
|
|
6
|
炉盖与炉盖提升机构
|
|
|
|
|
提升高度
|
350 mm
|
|
|
|
提升方式
|
液压
|
|
|
|
炉盖
|
管式水冷炉盖
|
|
|
7
|
钢包车
|
|
|
|
|
承载能力
|
100t
|
|
|
|
行走速度
|
2-20m/min
|
|
|
|
停车精度
|
±10 mm
|
|
|
|
驱动方式
|
机械式,电机-减速器
|
|
|
调速方式
|
VVVF
|
|
|
8
|
氩气系统
|
|
|
|
|
气源压力
|
0.7-2.0 MPa
|
|
|
|
工作压力
|
0.8 MPa
|
|
|
|
氩气耗量
|
20-320NL/min;
|
|
|
9
|
动力气体系统
|
|
|
|
|
压缩空气
|
|
|
|
|
压力
|
4~5 bar
|
|
|
|
耗量
|
10 Nm3/h
|
|
|
|
仪表气体(氮气)
|
|
|
|
|
压力
|
4~6 bar
|
|
|
|
耗量
|
10 Nm3/h
|
|
|
10
|
设备冷却水系统
|
总耗量180 m3/h
|
|
|
11
|
液压系统
|
|
|
|
|
恒压变量泵
|
2台
|
一用一备
|
|
|
电极控制电—液比例阀
|
4台
|
|
|
|
系统压力
|
10~12MPa
|
|
|
|
工作介质
|
水-乙二醇
|
|


 当前位置:
当前位置:

 热门推荐
热门推荐







